031 - 910 - 100 - 30 021 - 910 - 100 - 30
031 - 910 - 100 - 30 021 - 910 - 100 - 30

در قدیم برش فلزات به صورت مکانیکی انجام می شد زیرا دستگاه لیزر نبود ، هرچند که هنوز هم بسیاری از موارد برای کار های کوچک که از لحاظ کیفیت برش کمتر حائز اهمیت هستند به صورت مکانیکی انجام می شود .
امروزه با دستگاه های برش CNC واتر جت ، دستگاه برش CNC لیزر ، دستگاه برش CNC هواگاز و دستگاه CNC پلاسما برشکاری بسیار در حال توسعه و پیشرفت است .
به دلیل اینکه در برش فلزات کاتر با ورق در تماس نیستند کیفیت برش بسیار بالا است ، این از ویژگی های بارز نور لیزر و دستگاه های برش لیزری پیشرفته از نوع CNC است .
برش CNC به عنوان مدرن ترین روش برشکاری برای صنایع مختلف انجام می شود مثل صنعت فولاد سازی که با این روش در حال توسعه است .
برای تولید یک قطعه باید عملیات خمکاری ، برشکاری و ... روی فلزات انجام شود تا محصول موردنظر تولید گردد .
از روش های برشکاری که به سیستم CNC مجهز شده اند میتوان به برش لیزر ، هوا برش ، پلاسما و واتر جت اشاره کرد .
در دستگاه واتر جت برش توسط آب با فشار بالا صورت می گیرد برای برش مواد سخت از ترکیب آب و مواد ساینده استفاده می شود .
جهت برش واتر جت باید حجم آب و مواد شاینده نسبت متناسبی داشته باشند .
لازم است بدانید در دستگاه های برش ، اره ها به خاطر گرم شدن از کار می افتند ولی واترجت این خصلت را ندارد .

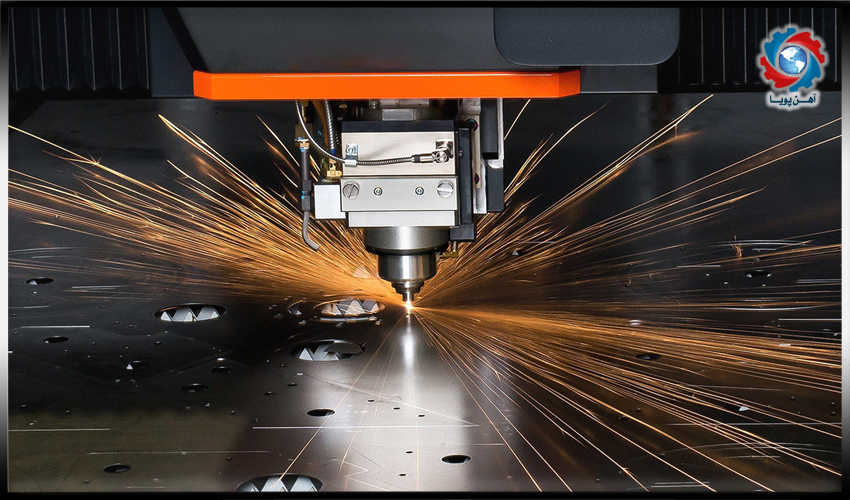
یکی از روش های برش CNC لیزر است .
لیزر برای بریدن قطعات فلزی و غیرفلزی با ظرافت بالا کاربرد دارد .
برای برش ورق سیاه ، ورق آهن و فلزات آلیاژی از لیزر C و برای برش و حکاکی غیر فلزات ، فلزات و کامپوزیت ها از لیزر YAG استفاده می شود .
لیزر جز رو های گران قیمت محسوب می شود و ضخامت های بیش تر از 1 میلی تر را نمیتوان با آن برش داد .
از مزیت های برش CNC لیزر میتوان به عدم نیاز به ماشین کاری مجدد ، دقت بالا در برش ، ایجاد شکل دلخواه ، صافی سطح بالا ، عدم وجود تمرکز تنش و عدم سوختگی ناشی از برش اشاره کرد .
نورلیزری ویژگی های مختص به خود را دارد مثل : تک رنگی بودن ، درخشندگی بسیار بالا و انجسام نور

هواگاز یا هوا برش یک روش قدیمی برای بریدن ورق های فلزی است .
دستگاه برش CNC هواگاز با قابلیت برش تمام فلزات ، بیشتر برای بریدن ورق های با ضخامت نسبتا بالا به کار می رود .
در این روش از یک مشعل پاشش گاز استیلن و جریان اکسیژن برای برش ورق فلزی استفاده می شود .
پاشش گاز استیلن باعث برافروخته شدن فلز می شود ؛ جریان اکسیژن سبب اکسید شدن فلز برافروخته شده می شود و با ایجاد حرارت عمل برش را تداوم می بخشد .
پایین بودن سرعت برش در این روش باعث می شود تا لبه های ورق بریده شده دقیق و یکنواخت باشند.
روش هواگاز در مقایسه با روش برشکاری پلاسما لبه های با کیفیت تری دارد اما سرعت برش کمتر است .

برش CNC پلاسما به دلیل کیفیت ، دقت ، سرعت کار وانعطاف پذیری برای برش ورق های کمتر از 3 میلی متر به کار می رود .
در این روش گاز نجیب دمیده شده با سرعت بالا در محل خروج گاز و سطح فلز قوس ایجاد کرده و گاز را وارد حالت پلاسما می کند .
از حرارت تولیدی در اثر این واکنش ها برای بریدن ورق فولاد های کم کربن استفاده میشود .
برش ورق فولادی پلاسما با ایجاد امواج صوتی و تولید گازهای آلاینده همراه است که به انسان و محیط زیست آسیب میرساند .
به عنوان یکی از روشهای پر دقت در برش آهن از روش برش لیزری میتوان استفاده کرد.