031 - 910 - 100 - 30 021 - 910 - 100 - 30
031 - 910 - 100 - 30 021 - 910 - 100 - 30

سخت کاری به فرآیندی گفته می شود که در شرایط خواص سطح فولاد یا قطعه مورد نظر دچار تغییر مکانیکی ، شیمیایی ، فیزیکی و متالوژیکی شود و بهبود یابد ولی بخش داخلی آن تغییر نکند که می توان از قطعات به دست آمده در ساخت قطعات صنعتی استفاده کرد .
سخت کاری فولاد ، همان برگشت فولاد و استفاده از عملیات حرارتی است .
سخت کاری ، انجام عملیات حرارتی است که با استفاده ی آن خواص کاری و محیطی فولاد را سخت کرده بطوری که ترکیب داخلی فولاد تغییر نمی کند.
در سخت کاری ، آلیاژ مورد نیاز را آنقدر گرم می کنند تا به بالاتر از دمای بحرانی برسد بعد آن را به سرعت سرد می کنند و همین گرم و سرد شدن باعث تغییر خواص مکانیکی فولاد می شود .
بعضی از این تغییرات شامل موارد زیر می باشد :
فرآیند سخت کاری فولاد به این علت صورت می گیرد که در صنعت و تولید قطعات صنعتی مثل : چرخ دنده ها ، میل لنگ و ... نیاز است که فولاد به سختی بالاتر برسد و بتواند فشار وارد شده را تحمل کند همچنین دیرتر و کم تر آسیب ببیند و چقرمگی خود را برابر ضربه ها حفظ کند .
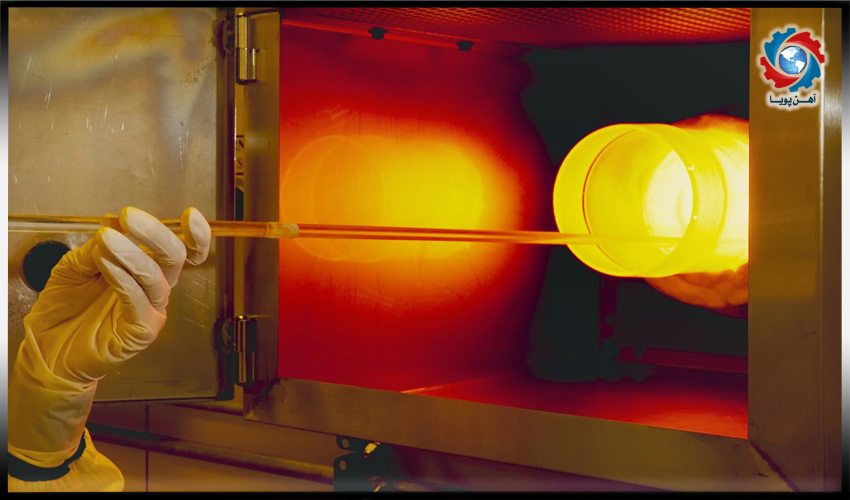
یک قطعه برای سخت کاری باید سه مرحله را طی کند که مرحله ی اول حرارت دادن و رسیدن به دمای مشخص است ، در این مرحله مشعل اکسیژن به کمک یک شعله گازی مثل استیلن ، پروپان و گاز طبیعی سطح قطعه حرارت داده می شود .
بعد از نگهداری قطعه در دمایی مشخص ، ساختار فولاد کاملا آستنیتی خواهد شد و در آخر قطعه را در آب سرد غوطه ور می کنند .
سخت کاری با این روش سطح را اکسید و کربن را کم می کند .
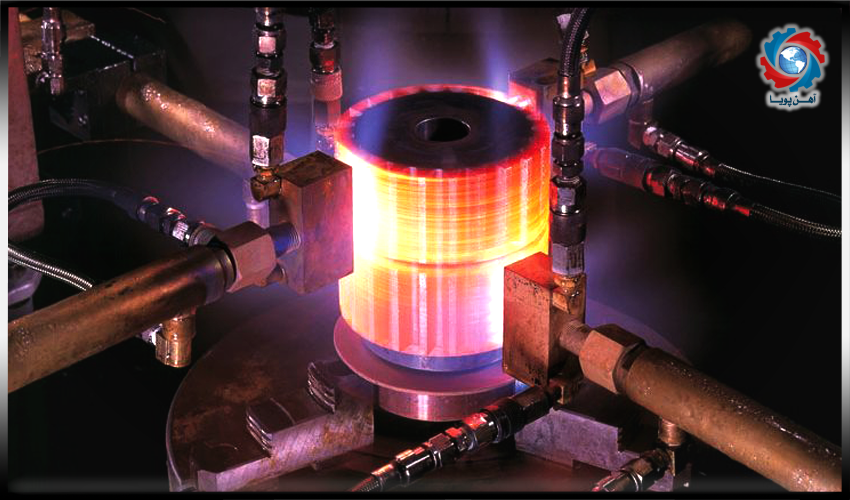
این روش نیز مانند روش قبلی است با این تفاوت که منبع حرارتی مورد استفاده متفاوت می باشد .
در روش شعله ای به کمک سیم پیچ میدان مغناطیسی بزرگی ایجاد می کنند و به دلیل مجاورت این میدان ، داخل قطعه فولادی جریان الکتریکی برقرار می شود . جریان برقرار شده دما را افزایش می دهد که در آخر با آب یا روغن آن را سرد می کنند .
مرحله اول :
در ابتدا قطعه مورد نظر را حرارت می دهند تا به دمای 600 – 700 درجه سانتی گراد برسد ؛ این کار به این علت است که قطعه دچار تنش نشود سپس قطعه را در دمایی بحرانی گرم می کنند .
با سریع گرم کردن آلیاژ و فولاد ، ساختاری به صورت دانه ریز به دست می آید .
مرحله دوم :
به ازای هر اینچ ضخامت قطعه ، قطعه گرم شده را یک ساعت در این دما نگه می دارند .
مرحله سوم :
قطعه گرم شده طی فرآیند خنک شدن سریع یا کوئنچ ، توسط غوطه ور شدن در آب یا مایع دیگر مثل: نیتروژن مایع ، هوا ، حمام نمک و یا غوطه ور شدن در روغن سرد به سرعت خنک می شود .
فولادهای آلیاژ بالا توسط هوا سخت کاری می شوند ؛ فولادهای آلیاژ پایین با غوطه ور شدن در روغن سخت کاری می شوند و فولادهای غیر آلیاژی با آب سخت کاری انجام می شوند .
عناصر موجود در آلیاژ به حالت جامد تغییر شکل می دهند و مرحله سرد کردن ناگهانی که همان کوئنچ است درماده تنش ایجاد می کند سپس باید توجه داشت سرعت سرد کردن فولاد زیاد بالا نباشد زیرا سطح قطعه ی مودر نظر ترک می شود .
بهتر است از روغنی استفاده شود که نقطه اشتعال بالاتری داشته باشد زیرا این کار باعث کاهش احتمال آتش سوزی می شود . چون سرعت سرد شدن قطعه فولاد در این حالت پایین تر از سرد شدن با آب و سایر مواد است . در طول تمام مدت سرد شدن قطعات ، باید روغن درون مخزن را هم زد تا تمام قسمت های قطعه فولادی به طور یکسان حرارت خود را از دست بدهند و سرد شوند .
بهترین دما برای روغن کوئنچ چیزی بین 32-540 سانتیگراد می باشد . عمق سخت کاری در فولادهایی که با روغن کوئنچ یا خنک می شوند بالاتر از آن هایی است که با آب کوئنچ می شوند و همین طور قطعات فولادی که توسط هوا کوئنچ و سخت کاری می شوند، تقریباً مغز قطعه فولاد هم چقرمه نمی ماند و سخت کاری می شود .
بهتر است از آب نمک به جای آب خالی در این مرحله استفاده شود چون هنگام استفاده از آب خالص یک لایه سد بخار روی قطعه فولادی ایجاد می شود که باعث عدم سخت شدن بعضی از نقاط به طور مطلوب خواهد شد ، ولی در هنگام استفاده از آب نمک کریستال های نمک روی قطعه رسوب کرده سپس منفجر می شوند و همین امر باعث عدم تشکیل سد بخار خواهد شد و قطعه فولادی مورد نظر به طور یکنواخت سرد می شود .














