031 - 910 - 100 - 30 021 - 910 - 100 - 30
031 - 910 - 100 - 30 021 - 910 - 100 - 30

جوش به نقطه ی اتصال دو ماده گفته میشود . جوش صحیح وقتی انجام میگیرد که چه به لحاظ مکانیکی (یعنی خصوصیات ظاهری ) و چه به لحاظ شیمیایی ( ساختار مواد مصرفی ) بطور کاملا بی نقص دو ماده به یکدیگر متصل شده باشند . جوشکاری ( welding ) نیز به فرآیند برقراری این ارتباط گفته میشود . جوشکاری کاربردهای زیادی مثل اتصال دائمی ورق ها و یا رفع عیوب قطعات ریخته شده دارد . جوشکاری دو مفهوم کلی به دوصورت ذوبی و غیر ذوبی انجام میگیرد . در ادامه با این روش ها آشنا می شویم .
در جوشکاری ذوبی ( fusion welding ) همانطور که از نامش مشخص است ؛ دوماده بوسیله ی ذوب شدن و گرما پذیری از یک منبع گرماده به یکدیگر متصل می شوند . سپس وقتی منبع حرارتی ( مانند لیزر یا شعله یا قوس الکتریکی ) را از ماده جداکنیم ، اتم های تشکیل دهنده ی ماده سرد میشوند و شکل نهایی بوجود می آید . هرچه روش با کیفیت تری برای جوشکاری به روش ذوبی انتخاب کنیم نقطه ی جوش کمتر به چشم می خورد و انجام فرآیند زمان کمتری را اشغال میکند .
قوسی ، اوکسی گاز ، لیزر و الکترونیکی از مثال های مهم جوشکاری ذوبی هستند .
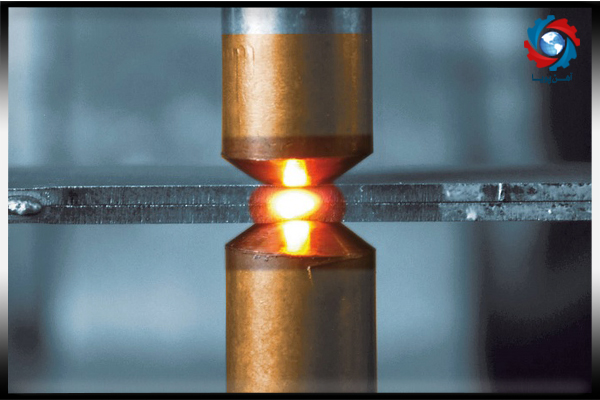
جوشکاری غیرذوبی وقتی اتفاق می افتد که دو نقطه بوسیله ی اعمال فشار و تغییر شکل ظاهری اشان به یکدگیر متصل شوند . ابتدایی ترین روش های جوشکاری غیرذوبی بوسیله ی پتک و یا آهنگری انجام میگرفته است و آن نیز عمدتا برای فلزهای نرم ( مانند مس و آلومینیوم و نقره ) بوده است . اصطکاکی ، مقاومتی ، انفجاری فراصوتی و نورد از مثال های جوشکاری غیرذوبی هستند .
جوش کاری به روش های دیگری همانند جوشکاری زیرپودری ، قوسی ، نفوذی ، مقاومتی و اکسی استین نیز انجام میشود که در این مقاله مجالی برای توضیح مفصل آنها نداریم .
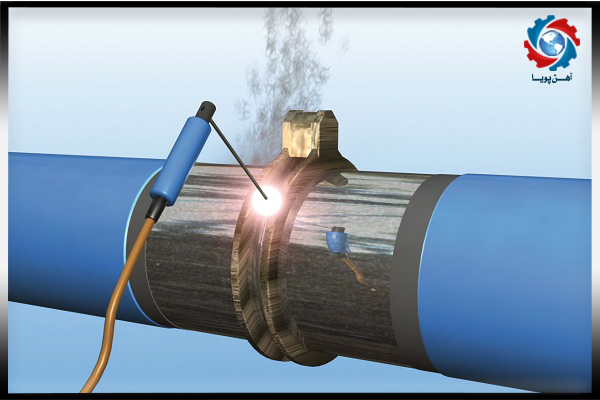
جوشکاری پرتوالکترونی ( Electron-beam welding ) یکی از زیر شاخه های فرآیند جوشکاری ذوبی است که در آن پرتو هایی با الکترون زیاد به دو قطعه تابیده میشوند و سپس بوسیله ی گرمای تولید شده دو قطعه بهم متصل میگردند . این نقطه ها ذوب میشوند و بوسیله ی انرژی جنبشی دو الکترون به یکدیگر متصل می شوند .
این فرآیند در خلا و با فشار حدودا 0.0013 پاسکال انجام می گیرد به همین خاطر می توانیم حفره ها را به همین روش جوش دهیم . از این روش می توان در حیطه های مختلف جوشکاری مثلا جوشکاری فلزات نسوز ( مانند تنگستن و مولیبدن، نیوبیوم ) فلزات فعال و فلزات غیر همسان استفاده کرد .
- اتصال محکم و پیوسته ی مقاطع بزرگ بوسیله تنها یک نقطه جوش .
- تمرکز بالا و پراکندگی و آلودگی جوشکاری بسیار کمی دارد .
- HAZ بسیار باریک و عمیق است .
- بهترین روش برای جوشکاری فلزات غیر همسان است و در آن نیازی به فلز پرکننده وجود ندارد .
- کاربرد های زیادی در صنایع هوافضا و صنایع هسته ای دارد .
- به سیم تنگستن جوش نیازی ندارد و تمام فرآیند بصورت کامپیوتری نظارت میشود .
1.هزینه های بالای تجهیزات و آماده سازی – حجم کم محفظه – سرعت پایین انجام کار در خلا – ترک خوردگی بعضی از فلزات در هنگام خنک شدن – ناتوانی در جوشکاری غیر فلزات ( مانند روی ، کادمیم و منیزیم ).
علاوه بر مواردگفته شده کارگران در معرض تابش مداوم پرتو ایکس هستند .
2.در انجام جوش لب به لب (butt weld) وقتی صفحات بدون فاصله بهم جوش می خورند لبه ی قطعات خم میشود . البته این اثرات بسیار ناچیز است . علاوه بر موارد گفته شده اگر از قطعات نازک و شکننده استفاده شود احتمال خطرترک خوردن نیز وجود خواهد داشت .
3.قطر قطعات فولادی که با این روش جوش میخورند ما بین 0.01 میلی متر تا 150میلی متر است و قطر قطعات آلومینیومی حداکثر 500 میلی متر باید باشد .
4.این روش برای جوشکاری آلیاژها و فلزاتی از قبیل برلیم ، تیتانیم ، زیرکونیم ، مولیبدن مناسب است و در صنایعی از قبیل هوافضا ، هسته ای ، الکترونیکی ، پزشکی ، و تولید اتومبیل کاربرد دارد .
- جریان پرتوی که به قطعه می رسد
- سرعت برخورد جریان به قطعه
- قطر پرتو الکترونی هنگام برخورد با قطعه
- سرعت جوشکاری
- کنترل قطر پرتو منحصر بفردترین ویژگی این نوع جوشکاری در مقایسه با روش جوشکاری قوسی است ولی بقیه فاکتورها یکسان اند
دستگاه های مربوط به جوشکاری پرتو الکترونی میتوانند ولتاژ بالا یا ولتاژ پایین باشند .
از نظر فیزیکی این دستگاه ها دارای سه بخش هستند :
- تفنگ الکترونی برای تولید پرتو
- محفظه خلا و پمپ ها
- دستگاه حرکت دهنده ی قطعه کار
1. قطعات را سر هم کنید . تمیزکاری انجام دهید و خال جوش بزنید
2. قطعات و بندها و اتصالات را درون محفظه قرار دهید
3. محفظه را تخلیه کنید و قطعه ها را متمرکز کنید
4. قطعات مورد نیاز در جریان پرتو الکترون را در یک جهت قرار بدهید
5. بعد از انجام کار اجازه بدهید دستگاه سرد شود و هوا وارد محفظه شود
سطح قطعه ی مورد نظر میبایست به دقت برای جوشکاری آماده شود . پس قبل از شروع کار سطح مورد نظر را آماده سازی کنید و قطعات را تمیز کنید زیرا این کارموجب جلوگیری از بوجود آمدن عیوب در جوش و افت خواص مکانیکی آن می شود . اگر تمیزکاری به درستی انجام شودمی تواند باعث حفظ هوای مورد نیاز در محفظه و حفظ کیفیت عملکرد تفنگ الکترونی می شود .
اگر تمیز کاری درست انجام شود و روغن و چربی باقی نمانده باشد ، تجهیزات در بلند مدت آسیب نمی بینند .
به یاد داشته باشید بهترین ماده برای تمیز کاری دستگاه ها و تجهیزات جوشکاری پرتو الکترونی استن است . استفاده از فرچه های سیمی اکیدا توصیه نمیشود زیرا این فرچه ها باعث فرستادن بیشتر آلودگی ها به داخل لایه های زیر سطحی محفظه میشوند .
به جهت انجام مغناطیس زدایی یک قطعه را در میدان متناوب القایی با فرکانس 60 هرتز قرار دهید و آن را تدریجا از میدان خارج سازید . برای سنجش مقدار مغناطیس باقی مانده درون دستگاه از دستگاه گاوس متر استفاده می شود . در انجام فرآیند برای اتصالات ضخیم نیازی به پیش گرم کردن احساس نمی شود چرا که مقدار ضخامت هایی که با استفاده ازین روش انجام می گیرند وسیع است .
فلزاتی که مقدار جوش پذیری شان کمتر است را حتما پیش گرم کنید . به این علت که احتمال تاب برداشتن قطعه ی جوشکاری شده افزایش می یابد . فولاد هایی که ضخامت شان بیشتر از 9میلی متر باشد معمولا پیش گرم می شوند و علت آن جلوگیری از ترک خوردن جوش است .
فولادهای کربنی که درصدکربن شان بیش از 0.35% باشد را نیز حتما پیش گرم کنید .
برای پیش گرم کردن ابتدا قطعه را در محفظه قرار دهید . گرم کردن می تواند در کوره یا با مشعل انجام گیرد که این کار به آلیاژ مصرفی و ابعاد قطعات مورد نظرتان بستگی دارد.
بعد از پیش گرم کردن بایست همانندسایر روش های جوشکاری پس گرم کنیدکه این عملیات در سایر روش های جوشکاری یکسان است .
سپس باید با استفاده از پرتو الکترونی خال جوش مناسب بزنید . این کار بجای استفاده از قید و اتصالات انجام می شود . استفاده از خال جوش بوسیله ی پرتو الکترونی موجب کاهش هزینه ها و کاهش مقدار زمان مصرفی می گردد .
زدن خال جوش مناسب برای جلوگیری از تغییر شکل قطعه ضروری است . این کار را با فواصل معین انجام دهید .
جوشکاری پرتو الکترون یکی از زیر شاخه های جوشکاری ذوبی میباشد که برای جوشکاری مقاطع بزرگ مناسب است . نقطه ی خال جوش بوسیله ی گرما ذوب می شود و دو قطعه بهم متصل میشوند .
به علت تمیزی نتیجه ی نهایی در بسیاری از صنایع مانند هوافضا ، پزشکی ، الکترونیکی و خودروسازی کاربرد دارد . و در عین حال که سرعت کار زیاد است اما هزینه های زیاد تجهیزات و ادوات و همچنین تابش مداوم پرتوایکس از معایب آن است .














