031 - 910 - 100 - 30 021 - 910 - 100 - 30
031 - 910 - 100 - 30 021 - 910 - 100 - 30

به دلیل سبک وزن بودن لوله و پروفیل ها و همچنین به صرفه بودن و استحکام تقاضای لوله بسیار زیاد شده است .
خمکاری لوله کاربرد بسیار گسترده ای در صنایع مختلف از جمله: هوا فضا ، صنایع شیمیایی ، وسایل حمل و نقل و لوازم خانگی دارد.
به همین دلیل برای تولید و ایجاد خم در لوله روش های مختلفی به وجود آمده است.
خمکاری لوله ها امروز به روش های مختلفی انجام می شود که بعضی همراه با اعمال گرما و بعضی بدون گرما این فرآیند را انجام می دهند.
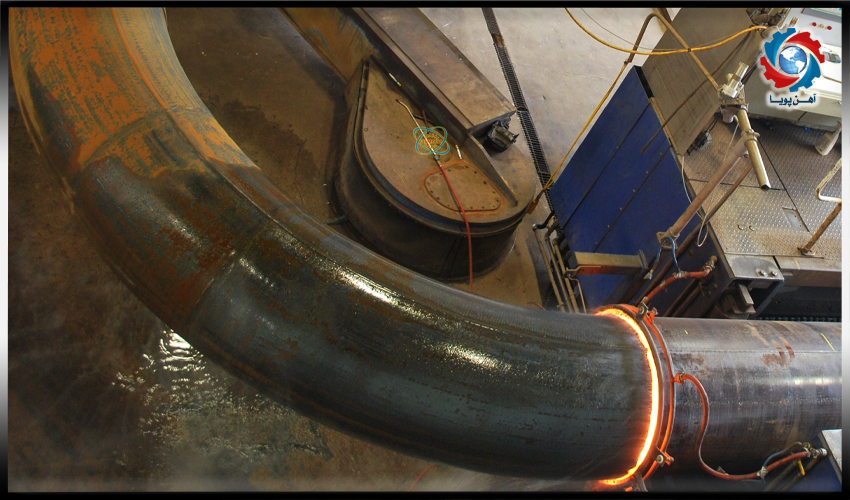
این روش از قدیمی ترین روش ها به حساب می آید. به دلیل اینکه تغییر در ساختار ( کریستالوگرافی ) بخشی از لوله ها به وجود می آید خم کاری گرم لوله ها محدود است .
در بیشتر خمکاری لوله ها به روش سرد است .
وقتی میزان زاویه خم در لوله ها کم باشد ، خمکاری به صورت گرم انجام می شود .
در خمکاری گرم اول به لوله ها حرارت می دهند و بعد بدون خمکاری می برند و با مندرل لوله را خم می کنند .
همانطور که گفتیم به علت اینکه برای گرم کردن لوله ها و انجام عملیات حرارتی انرژی زیادی مصرف می شود استفاده از روش گرم زیاد کاربردی نمی باشد .
توسط یک جریان الکتریکی و ایجاد یک میدان انجام می شود به صورتی که یک لوله از داخل کویل القایی عبور می کند .
این روش برای خمکاری لوله های اسپیرال و درز جوش مستقیم کاربرد دارد.

خم کردن لوله به روش سرد نیز به روش های گوناگونی انجام می شود که به دسته بندی زیر تقسیم می شوند :
برای خمکاری لوله های قطور بیشتر از روش خمکاری سه غلتکی استفاده می شود .
خمکاری سرد به طور گسترده در خمکاری هایی با شعاع زیاد و در زوایای خم کوچک در انتقال نفت و گاز استفاده می شود.
بعد از اینکه خمکاری انجام شد، خواص مکانیکی به علت کار سختی و اثر باشینگر ، متفاوت از لوله خم شده خواهد بود.
در روش خمکاری پرسی ، لوله بین دو غلتک و در طرف مقابل یک جک با تغذیه توان هیدرولیک و یا پرس مکانیکی قرار میگیرد و به لوله نیرویی در جهت خمش وارد می کند .
در روش خمکاری پرسی استفاده از مندریل توصیه نمی شود . با این روش می توان شعاعی حدود 2 برابر قطر لوله ایجاد کرد. خم کاری لوله هایی با ضخامت 0.71 میلی متر با این روش به خوبی قابل انجام است .
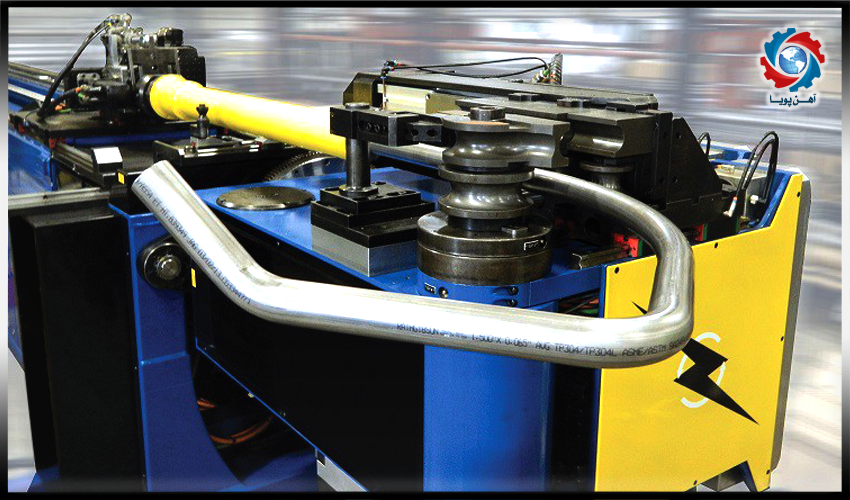
در روش خمکاری فشاری از سه قالب استفاده می شود : قالب گیره ، قالب خم ، قالب فشار متحرک
در این فرآیند قالب فشار حول محوری به مرکزیت قالب خم چرخانده می شود و در نهایت لوله خم شده با هندسه مورد نظر به دست می آید . به طور کلی کمترین شعاع خمی که با این روش توصیه می شود در صورت استفاده از مندریل 1.5 برابر قطر خارجی لوله است و در صورتی که مندریل نباشد کوچک ترین شعاع به 2.5 برابر قطر خارجی لوله افزایش پیدا می کند.
در این روش لوله از بین سه غلتک متحرک که با توجه به شعاع موردنیاز خمکاری تنظیم می گردند عبور می کند و خم های لازم بر روی لوله ایجاد می شود. در این روش انتخاب غلتک به ضخامت لوله بستگی دارد . این فرآیند قابلیت خم مقاطع توخالی دایره ای را نیز دارد .
در روش شکل دهی کششی برخلاف روش پرسی قالب ثابت بوده و حرکت نمی کند بلکه به جای آن گیره ها لوله را گرفته و متحرک هستند و با جابجایی لوله بر روی قالب ، خم لازم بر روی لوله ایجاد می شود . البته در بعضی از دستگاه ها قالب نیز متحرک است ولی وجه تمایز با خمکاری پرسی در گیره های متحرک است .
این روش فقط محدود به لوله نمی شود و برای انواع پروفیل ها کاربرد دارد.